SPS Series

The Economical Alternative for Hard-to-Heat Spaces
Whether you need to heat your warehouse, garage, or other hard-to-heat spaces, the SunStar SPS/U Series infrared heaters provide both the field efficiency of radiant heat and the installation flexibility you need…and all at a comfortable price.
- Push Through System
- 8 different Btu sizes and more than 60 different configurations to custom design your infrared heating system
- CSA design certified
- Available in natural and propane gas
- Optional elbows and corner reflectors
- Optional decorative grille
- Sidewall or through the roof venting
- Vented or indirect vented operation
- Includes 36″ stainless steel gas connector
- CA Proposition 65 Information
- Features & Applications
- Specifications
- Requirements
- Documents
- FAQ
Features & Applications
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Manufacturing Plants
- Warehouses
- Auto Dealerships
- Aircraft Hangars
- Loading Docks
- Weld Shops
- Car Washes
- Fire Stations
- Greenhouses
- Gymnasiums
- Garages
- Machine Shops
- Tennis Courts
- Swimming Pools
- Maintenance Shops
- Farm Buildings
- Truck Service Areas
- Auto Body Shops
Push Through System
- Products of combustion are pushed through the combustion chamber
- No draft hoods, totally enclosed combustion chamber
- Blower motor totally enclosed in the burner box. Ideal for applications where minimal noise (less than 60 dB) is desired.
- Heavy duty permanently lubricated ball bearing, totally enclosed motor for maintenance-free operation
- 30 second pre-purge before ignition and 30 second post-purge after thermostat is satisfied
- Diaphragm air switch for proof of venting before gas flow and ignition
Gas Shut-Off Safety Control
- Burner inspection sight glass
- Step-opening redundant combination gas valve for quite ignition and added safety
- Inside or outside air for combustion
- Up to 25 ft. outside combustion air capability
- Standard outside combustion air intake
- Diagnostic Monitoring Light System
Radiant Emitter Tube System
- 4” O.D. heat treated aluminized steel combustion chamber (10’ length)
- Standard highly emissive radiant tubes (10’ lengths)
- Optional aluminized steel radiant tubes (Tough Guy Option)
- 5 year limited warranty on all tubes
- Suitable for horizontal or angle mounting up to 45°
- Up to 25 feet sidewall vent capability
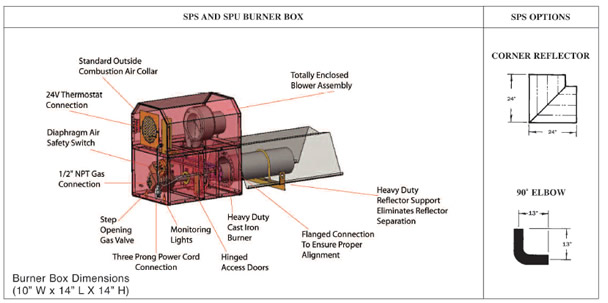
Burner System
- Heavy duty cast iron burner
- Reliable direct spark ignition systems and 100% gas shut-off safety control
- Burner inspection sight glass
- Step-opening redundant combination gas valve for quiet ignition and added safety
- Inside or outside air for combustion
- Up to 25 ft. outside combustion air capability
- Standard outside combustion air intake
- Diagnostic Monitoring Light System
Reflector System
- Highly efficient aluminum reflectors
- Individual reflectors can be rotated up to 45° to
direct heat where needed - Optional end, corner, U-bend and side extension reflectors
Specifications
Introducing TISS™ Tube Integrity Safety Shut-Off System
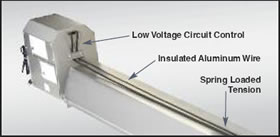 SunStar’s patent pending innovative safety feature for positive pressure radiant tube heaters is called the “Tube Integrity Safety System” (TISS™).
SunStar’s patent pending innovative safety feature for positive pressure radiant tube heaters is called the “Tube Integrity Safety System” (TISS™).
In the unlikely event of a tube failure, TISS™ has been designed to automatically shut off the heater. The revolutionary TISS™ uses a simple principle to place an electrically insulated aluminum wire in tension above the reflector. Low voltage is then continuously passed along the wire in line with the gas control circuit. If heat levels increase due to heat exchanger failure, the wire melts and the safety circuit is broken, breaking the 24 volt circuit and shutting down the heater.
You may never know it is there, but it provides peace of mind.
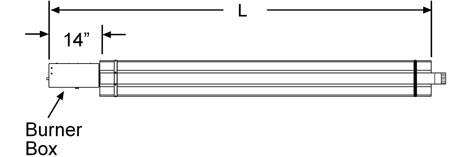
SPS Dimensions
| Model | Total Tube Length | Overall Dimensions "L" (FT) |
|---|---|---|
| SPS (40) | 10' | 17' |
| SPS (40, 50, 75) | 20' | 22' |
| SPS (50, 75, 100, 125) | 30' | 32' |
| SPS (100,125, 150, 175) | 40' | 42' |
| SPS (125, 150, 175, 200) | 50' | 52' |
| SPS (150, 175, 200) | 60' | 62' |
| SPS (175, 200) | 70' | 72' |
| Model | BTU/HR Input | Total Emitter Tube Length | ||||||
|---|---|---|---|---|---|---|---|---|
| 10 Ft. | 20 Ft. | 30 Ft. | 40 Ft. | 50 Ft. | 60 Ft. | 70 Ft. | ||
| SPS 40 | 40,000 | ✓ | ✓ | |||||
| SPS 50 | 50,000 | ✓ | ✓ | ✓ | ||||
| SPS 75 | 75,000 | ✓ | ✓ | ✓ | ||||
| SPS 100 | 100,000 | ✓ | ✓ | |||||
| SPS 125 | 125,000 | ✓ | ✓ | ✓ | ✓ | |||
| SPS 150 | 150,000 | ✓ | ✓ | ✓ | ||||
| SPS 175 | 175,000 | ✓ | ✓ | ✓ | ||||
| SPS 200 | 200,000 | ✓ | ✓ | ✓ | ||||
*Model number is based on Btu/hr input (e.g., 100,000 Btu/hr), total emitter length (e.g., 40 feet) and control suffix for gas type (eg. natural gas-single stage-N5 or two stage-N7). For example, the model number for a straight tube single stage heater would be SPS100-40-N5 and for a U-tube heater would be SPU100-40-N5.
Tough Guy Option: All aluminized steel radiant tubes
For Tough Guy option the model number would be SPS100-40-TG-N5. Note: for Carwashes, Dairy Barns, Greenhouses, Swimming Pools, Waste Water Treatment Plants, and other high humidity / corrosive environments, Tough Guy with all aluminized tubes is recommended.
Requirements
SPS Supply Requirements
| Gas Type | Burner Pressure | Supply Pressure | Voltage | Amps | Ignition Type | |
|---|---|---|---|---|---|---|
| Min | Max | |||||
| Natural | 3.5" W.C. | 5" W.C. | 14" W.C. | 120 VAC 60 Hz | 2.4 | Direct Spark |
| Propane | 10" W.C. | 11" W.C. | 14" W.C. | 120 VAC 60 Hz | 2.4 | Direct Spark |
SPS Minimum Mounting Heights
| Model | Height at Horizontal | Height at 45° Angle |
|---|---|---|
| SPS 40 | 10' | 9' |
| SPS 50 | 11' | 10' |
| SPS 75 | 13' | 12' |
| SPS 100 | 14' | 13' |
| SPS 125 | 14' | 13' |
| SPS 150 | 15' | 14' |
| SPS 175 | 16' | 15' |
| SPS 200 | 18' | 16' |
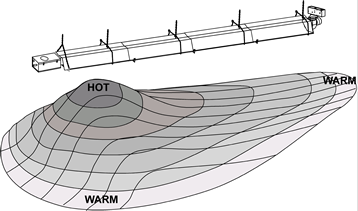
NOTES: Since straight tubes are always hotter at the burner end than at the exhaust end, always observe the minimum recommended mounting heights shown on the specification sheet for greatest human comfort. Use SPU series instead of SPS series for spot heating applications.
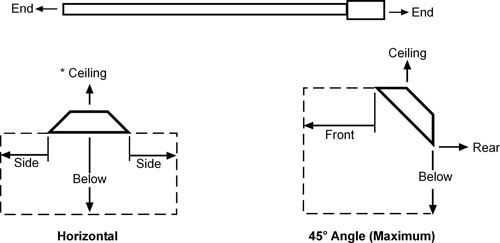
SPS Clearances to Combustibles
| Model | Side | Ceiling* | Below | End | (45°) Front | (45°) Rear |
|---|---|---|---|---|---|---|
| SPS 40 | 22" | 6" | 52" | 15" | 40" | 12" |
| SPS 50 | 22" | 6" | 56" | 15" | 48" | 12" |
| SPS 75 | 22" | 6" | 60" | 15" | 52" | 12" |
| SPS 100 | 28" | 6" | 70" ** | 15" | 58" | 12" |
| SPS 125 | 28" | 6" | 76" ** | 20" | 66" | 12" |
| SPS 150 | 34" | 6" | 81" ** | 20" | 70" | 12" |
| SPS 175 | 38" | 6" | 86" ** | 20" | 75" | 12" |
| SPS 200 | 42" | 6" | 93" ** | 20" | 80" | 12" |
* When used indirect vented, minimum clearance for Ceiling must be: 12″ for SPS 40-75, and 18″ for SPS 100-200. If optional corner and u-bend reflectors are not used, the clearance must be 18″.
** Maximum clearance below reduces by 50% once you are 25ft. downstream from the burner box.
Documents
SPS Spec Sheet View PDF
SPS/U SS Spec Sheet View PDF
SPS I & O Instructions View PDF
SPS/U SS I & O Instructions View PDF
Addendum View PDF
Heat Loss Estimating Chart View PDF
Accessories View PDF
Tips on Sizing Straight Tubes View PDF
Pull Vs Push Thru Reference Chart View PDF
Quick Checklist Before Ordering Tube Heaters View PDF
FAQ
-
Why is a SunStar infrared radiant gas heater more efficient than unit heaters?
The major difference between a gas-fired infrared heating system and a forced hot air heating system is the method used to create a comfortable temperature. Infrared heats the floor slab, the machinery and the people first and then the air by using all three methods of heat transfer: radiation, conduction and convection. The storage of the heat in the slab floor creates a low temperature emitter and a faster recovery time when large overhead doors are opened and closed.With a forced air system, the hot air rises to the ceiling and stratifies, gradually working its way down to thermostat level so that the floor slab never becomes warm enough to be comfortable. It literally acts as a heat sink, draining heat from the air and from personnel standing on the floor. The ceiling area of a high bay building using a forced air system can be easily 30° to 40° warmer than the floor area. In the same type building heated with an infrared system, the temperature is much more uniform and the loft or roof area usually will be at a slightly lower temperature than the floor level… a good condition for minimizing heat loss. Comfort can be maintained with a lower air temperature that will reduce infiltration and heat loss through the walls and roof.In addition, instead of adding Btu/hr capacity to a computed building heat loss based on the thermal efficiency of a forced air system, the capacity is normally reduced by as much as 15%. An added plus is that an infrared system has minimal power requirements, needing electricity only for burner ignition, the gas valve and the draft inducer (where applicable).It is, therefore, easy to understand that infrared commonly can save 30% to 50% in energy costs over unit heaters, frequently even more.
-
How do you size infrared when replacing existing forced air unit heaters?
An infrared heating system is always sized at a lower input capacity when compared to forced air (convection) heating. This is due to different modes of heat transfer (radiation vs. convection), thermal mass and minimal stratification between ceiling and floor temperatures. For retrofit purposes, provided the unit heaters are maintaining the desired inside design temperature at ASHRAe design conditions, the following reduction can be utilized when recommending an infrared heating system.
Type Thermal Efficiency % Reduction in System Sizing High Efficiency Unit Heater 80% 32% Convectional Unit Heater 62% 48% Assuming that the ASHRAE heat loss for a building is 100,000 Btu/hr, then the heater selection for this building would be as follows:
Infrared Heater Unit Heater Building Heat Loss 100,000 Btu/hr. 100,000 Btu/hr. Infrared Compensation Factor
(for radiant heating)0.85 – Thermal Efficiency
(for convection heating)– 80% Heater Input Required 85,000 Btu/hr
(100,000 x 0.85)125,000 Btu/hr
(100,000 / 0.80) -
Wouldn’t it be more efficient to use unvented heaters so heat wouldn’t be lost out the flue?
No. The National Fuel Gas Code (NFPA54) and local codes require a minimum ventilation flow of 4 CFM per 1000 Btu/hr of heater input by either mechanical or gravity ventilation if the heaters themselves are not vented to the outside. This additional ventilation requirement increases the building heat loss and the fuel cost as indicated in this example:
Temperature Differential (inside temp less outside design temp) 65° F Building Heat Loss 125,000 Btu/hr Infrared Compensation Factor (based on 16′ mounting height) 0.80 Infrared Heat Required 100,000 Btu/hr Vented Unvented Input 100,000 Btu/hr 100,000 Btu/hr Additional Ventilation Required: 0 CFM 4 CFM per 1000 Btu/hr = 400 CFM Heat Loss Due to Ventilation 0 Btu/hr Q = CFM x 60 min/hr x TD x 0.018 400x60x65°x0.018=28,080 Btu/hr Total Input Required 100,000 Btu/hr 128,080 Btu/hr -
How many square feet does a SunStar infrared radiant gas heater cover?
The heater model and capacity are not necessarily a function of the square footage of the area needing to be heated. The model generally is chosen after the Btu/hr heat loss for the building or spot area to be heated has been determined, which is a function of not only the size of the area, but geographic location, building materials, building usage and other factors. Area coverage could be as little as 500 sq. ft for residential garage heaters or as much as 10,000 sq. ft. for a large commercial size heater.
-
Are there applications for which SunStar radiant gas heaters are NOT suitable?
You may not use gas-fired infrared heaters inside paint booths or in buildings where explosion-proof lights are required. Although infrared is not ideal as an air curtain, it is very effective in spot-heating work areas inside of doorways, in dock areas and on outdoor docks.
-
How low can i hang my SunStar infrared radiant gas heaters?
SunStar infrared heaters have been mounted as low as 8′ above the finished floor (in home garages and workshops) to as high as 70′ (in high bay aircraft hangars). The mounting height depends on the Btu/hr capacity and model of the heater. Please refer to the heater’s specification sheet for minimum recommended mounting height and required clearances to combustible materials.
-
What extra items are needed for installation?
Depending on your particular application, you will want to consider the following six accessories for all series of SunStar infrared tube heaters:
- Thermostat
- Manual Cutoff Valve
- Flexible Gas Connector (Included as part of the SunStar tube heaters)
- Second Stage Regulator if supply pressure is over 14″ W.C.
- Vent Cap
- Chain Kit with S hooks for hanging heater.
- End Reflector Kit for SIS & SPS Series ( optional, but recommended).
For the SIU Series, also consider including two additional accessories:
- Two End Reflector Kits per heater ( optional, but recommended)
- U-Bend reflector (optional, but recommended)
For the SG and SGM ceramic heaters, you will not need a vent cap.
-
How are SunStar infrared radiant gas heaters controlled?
Primarily, the heater is controlled by a line voltage thermostat. Alternatively, you may use a 24-volt thermostat with a relay kit or an on/off switch.
-
What is a “TOUGH GUY” Heater?
TOUGH GUY Emitter tubes use heat-treated aluminized steel tubes that that can withstand higher operating temperatures than other conventional tube materials and is very absorptive of the flame on the inside of the tube and very emissive on the outside, increasing the heating efficiency. The heat treating process provides unsurpassed corrosion resistance to ferrous metal by providing a self-forming, self-healing coating of practically infusible alumina which is impervious to oxygen, carbon, sulfur and the products of combustion of natural and liquefied propane gas and is, therefore, extremely corrosion resistant. TOUGH GUY emitter tubes are highly recommended for high humidity / corrosive environments such as dairy barns, swimming pools, greenhouses, or water treatment plants.
-
Do SunStar infrared radiant gas heaters have UL certification?
Because our infrared gas heaters are gas appliances, it is not necessary that they be listed by UL (a nationally recognized testing laboratory – NRTL); however, all of the electrical component parts are UL listed (e.g., the draft inducer motors, which are equipped with CSA and UL approved thermal protectors). Our heaters are certified by C.S.A. (a nationally recognized testing laboratory – NRTL) and carry the C.S.A. seal. All heaters are tested and meet or exceed all safety requirements set forth in American National Standard Z83.20 for infrared heaters.
-
Do SunStar infrared radiant gas heaters have FM certification?
Generally, Factory Mutual certification (a nationally recognized testing laboratory – NRTL) is applicable to products that cannot be certified at the manufacturer’s facility according to American National Standard and, therefore, need to be certified at the installation site. Our heaters are certified by C.S.A.(a nationally recognized testing laboratory – NRTL) and carry the CSA seal. All heaters are tested and meet or exceed all safety requirements set forth in American National Standard Z83.20. Factory Mutual recognizes International Approval Services certification.
-
What are the emission levels of SunStar infrared radiant gas heaters?
Air-free CO emission levels are 0.0010 – 0.0020%, or 20 to 40 times lower than the maximum acceptable level as indicated in American National Standard Z83.20. SunStar utilizes burners that are made of heavy duty cast iron and are designed to enhance maximum primary and secondary air flow around the venturi assembly. The high velocity of the flame and the delayed flame-quench period minimize the products of combustion which include aldehyde, formic acid, nitrous oxide, and carbon monoxide.